
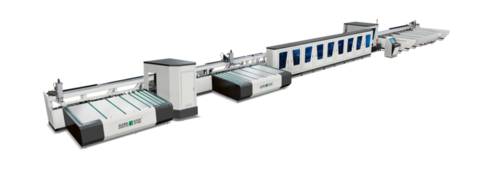
铝门窗一体化智能生产线
-
Product Category
Machinery for Aluminum, UPVC & Wood & Related Products

该生产线的所有加工数据、孔位信息等必须由门窗设计软件提供。门窗设计软件把所有需要加工的孔位信息生成加工文件,通过相关传输介质(U 盘或网络)传输到生产线上,设备根据加工数据依次加工。
该生产线标配操作工一人,上料区人工上料,可以存储多支型材作为缓冲区,第一和第二出料台也可以同时储存多支型材作为缓冲,方便操作工在上料区和出料区之间完成上料和取料码放。
生产线由以下四部分组成
第一部分 :同步带上料和机械手传送
同步带上料缓存区主要用于存放待切割的型材,可同时存放 6-8 支型材;缓存区的设置可以使得工人进行集中上料,以尽量减少工人上料的频次。机械手输送部分主要由机械手夹紧毛坯型材输送到任意角切割主机进行相应长度的切割。
第二部分 :任意角切割主机部分
任意角切割主机主要完成毛坯型材的切断,可以对型材进行 ±45°之间的任意角切割。任意角切割主机的回转结构采用的是 PT 系列滚子中空旋转平台。平台内部采用的是环面包络,凸轮输入,转轴输出,可实现高精度和高负载,高速无震动,平稳无噪音。
第三部分 :钻孔铣削部分
本部分主要由以下工位组成:右后钻孔铣头工位、左后钻孔铣头工位;固定孔钻孔工位;连接孔钻孔工位(带激光划线功能);牵引机械手部分;托料辊及型材压紧部分。
第四部分:铣削出料部分
铣削出料部分由以下工位组成:第一出料台(右侧);即时打印贴标工位;四轴钻铣工位;第二出料台(左侧);牵引机械手;托料辊装置。